Inventory Management Systems by Measuring Thickness Posted in: Thickness Measurement, Updates – Tags: Metal and Steel Production
Last Updated: June 19, 2024
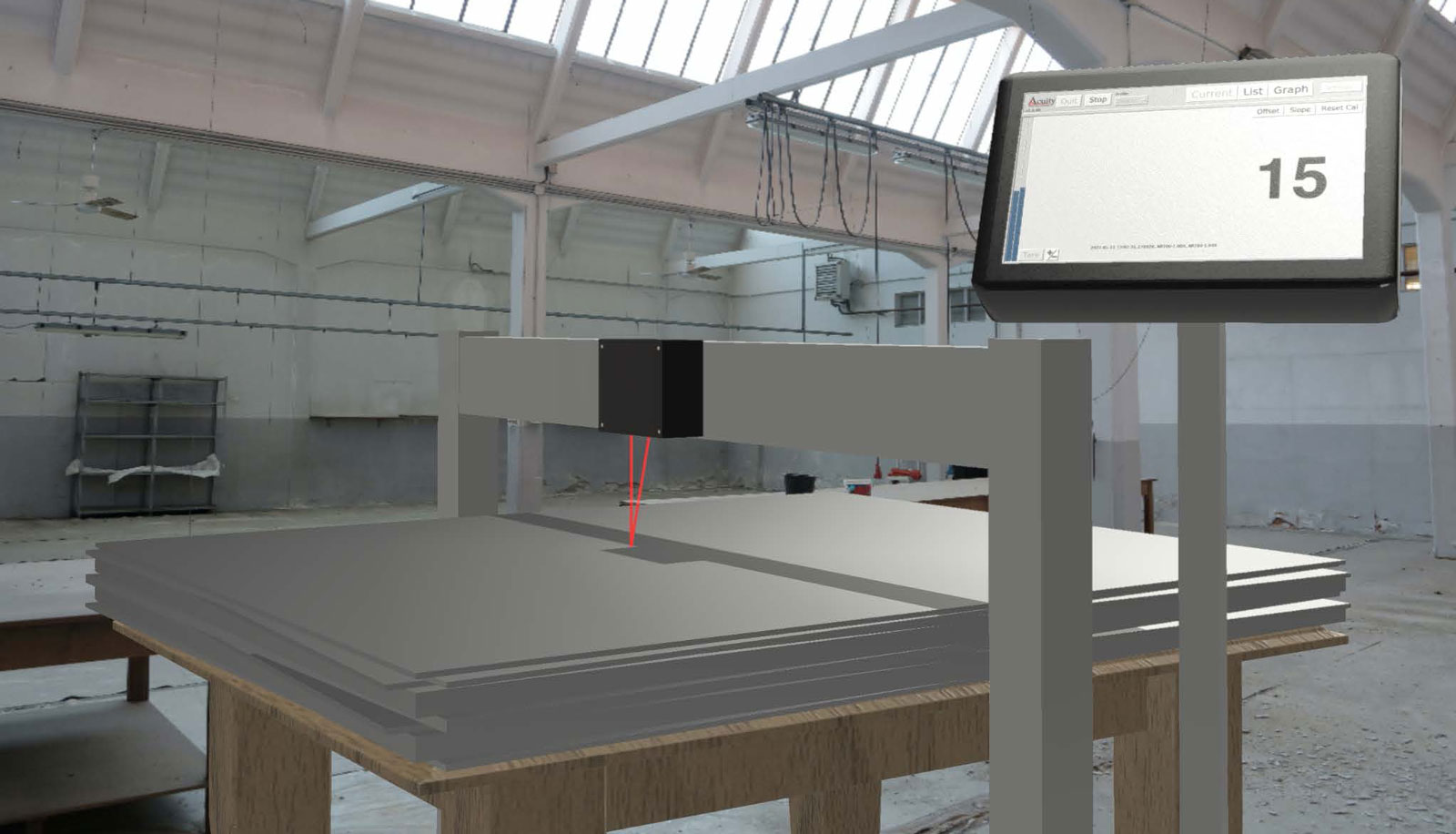
Counting stacked sheets with non-contact laser sensors
Inventory Management Systems (IMS) and Warehouse Management Systems (WMS) are in high demand to control output and storage costs. IMS/WMS can help maintain production and monitor expenses, whether it’s by implementing automation & robotics, setting up distributed inventory management, or aligning system integrations.
But when it comes to stacked inventory and storage, one of your core data points will always be existing stock on-hand and new stock produced. One method for monitoring inventory stacks is using non-contact thickness measurement either during production, at an inspection station, or post-production.
Non-contact thickness measurement can be done during real-time production, such as with copper strip thickness measurement. In this method, product thickness is measured in-line on the production line as the material is being produced.
But an alternative to in-line measurement is to use thickness measurement for sheet stack inventory counts.
INVENTORY BY SHEET STACK COUNT
If your production environment needs to assess or track inventory of stacked sheets, there are a number of scenarios that can be used and a number of factors that should be considered.
Below are some common thought processes & best practices for measuring sheet stacks with non-contact laser sensors:
- Sheets of the same thickness are stacked together in one measurement workstation. Each measuring station measures a stack of sheets with a specified identical thickness.
- The data is output as a total inventory count for a product.
- If materials are being inventoried as they are being actively stacked, the laser sensor and display can be calibrated to count for the specified thickness as it is being added to the stack.
- If sheet materials have already been produced and need to be counted, inventorying could be done within a sensor range. An example of ranges could be something such as .5” to 6”, or .5’ to 2.5’. However these ranges depend on the laser sensor utilized.
- Calculations can then be backward calculated for height levels of stacked inventory outside of that range.
DENSITY FLUCTUATIONS
In many cases, the ideal sheet stack environment involves applications where the density of the material varies more than the thickness. These materials often have more density variations as compared to pure materials. Example of materials where the density often varies more than the thickness can include:
- Foams
- Wood
- Composite materials (such as plywood or laminated veneer lumber)
- Recycled plastic materials with multiple sources of plastic
- Materials with more density variations than pure materials
CALCULATING FOR INACCURACIES
Counting inventory by sheet thickness often has to account for inaccuracies that will occur. Inaccuracies can be factored into your calculations of your application by evaluating some of these scenarios:
- If the material thickness of each sheet is known, and the total error is not more than one of the items that you are trying to count, it helps to calculate an allowance for an inaccuracy rate.
- For example, say you are trying to count the number of sheets in a stack of paper. You know that each sheet of paper is 0.05 mm, but that could vary from sheet to sheet by 1%
- In this case, you could only count stacks of paper accurately if the stack is less than 100 sheets, even if the thickness measurement is perfect. At 100 sheets, your count would be off by +1 if every sheet were the thickest they could be and -1 if every sheet were the thinnest it could be.
- Accuracy is improved by the thickness of the sheets being consistent, and being less than the linearity of the sensor. If the linearity is less than one sheet by a good margin, then it reduces the amount of an off count.
- If the thickness of a stack is measured while it is being stacked, your accuracy can go up and allowable errors can be reduced. In this case, all you need to do is count how many times the thickness changes. Thresholds would be needed so that other variations wouldn’t trigger the count, but it is viable.
Once these factors are considered into an application, companies can arrive at a typical inventory count within a potential range. In an ideal scenario, the range is an acceptable amount of accuracy and it’s possible for your organization to set up inventory measurement workstations that meet your needs.
LAST CONSIDERATIONS
- For stand-off distance (that is, the minimum distance between the sensor and stack), it’s important to allow operators the vertical space needed to prevent damage to the lasers during measurement.
- For scenarios that don’t involve stacks of identical sheets, but instead involve heaped goods — such as grain, gravel, ore, and other materials — the Acuity team can help with stockpile measurement and overfill prevention
We hope that non-contact laser sensors can be part of your Inventory Management or Warehouse Management System. The team at Acuity Laser is ready to help your organization with your measurement challenges, and help maintain production output and monitor storage expenses.

Sarah has been our technical support and sales engineer for 5+ years. If you've ever reached out to Acuity Laser for tech support, more than likely, Sarah is the one who helped you.